Користени автомобили со несоодветна грижа се покриени со корозија. Понекогаш, ако овој проблем не се реши во времето, потребна е комплетна замена на одделни делови од телото. Во овој случај, без заварување работа не е доволно. И заварувањето на автомобилското тело не прави вештини и барем малку искуство.
За заварување со каросерија, најсоодветна опција е да се користи полуавтоматска машина за заварување. Ова ви овозможува да работите со било каква дебелина на материјалот: од 0,7 до 4 мм. Во овој интервал се вклопуваат како, на пример, потенки крилја, и моќни парови.
Содржина
- 1 Методи на спојување на елементи во автомобилско заварување
- 1.1 Задник на парење
- 1.2 Преклопување заеднички
- 1.3 Заварени електрични заковки
- 2 Видови на заварени елементи
- 2.1 Цврста интермитентна
- 2.2 цврсти
- 2.3 Поттирани
- 3 Локација на шиење
- 4 Материјална подготовка за заварување
- 5 Тековно прилагодување на заварување
- 6 Поставување на копчињата
- 6.1 Првиот случај
- 6.2 Втор случај
- 6.3 Трет случај
- 6.4 Четвртиот случај
- 7 Можни проблеми во работењето на полуавтоматското заварување
- 7.1 Погрешен тековен избор
- 7.2 Недоволно прилагодување на стегачот во механизмот за снабдување
- 7.3 Ниска потрошувачка на гас
Методи на спојување на елементи во автомобилско заварување
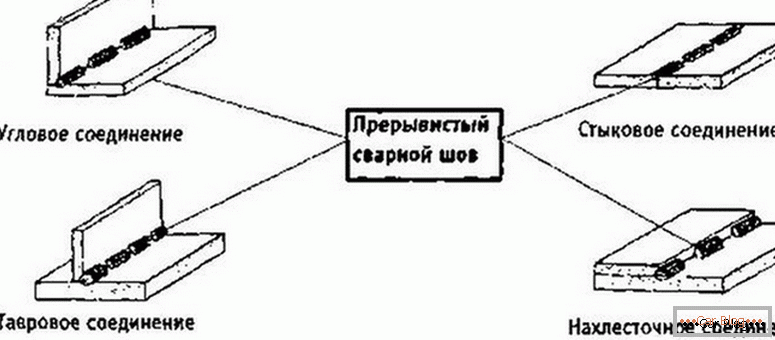
Различни единици и опции за поправка на машината користејќи заварувачки дела укажуваат на поинаков пристап за поврзување на новите влошки со старото тело. Размислете за трите главни начини на инсталирање на метал латок.
Задник на парење
Заварувањето на куќиштето на возилото со полуавтоматски уред најчесто се изведува со помош на заден дел. На овој начин не се создава дополнително непотребно задебелување на телото. Овој метод се користи при заварување на закрпи или мали инсерти кои не се изложени на голема затегнувачка цврстина.
Типови за поврзување
Пред да работите со лепенки, можете да ги извадите шарките од страните што планирате да ги заварите.
Ако дебелината на листот е до 2 мм, тогаш можете да направите без факели. Овој метод на спарување бара повеќе макотрпно прилагодување на парчето за заварување и подготвениот дел од каросеријата. Чистењето треба да се чува на минимум, а идеално треба да го направите без нив. Методот најчесто се користи за надворешни елементи на лицето.
При изведување на оваа операција, заварувачот мора да има доволно висока квалификација.
Заварување на задник
Работата се изведува со употреба на цврста точка. Висококвалитетните резултати не бараат долготрајно зацрвстување и долги отстранувања. Понекогаш има доволно кит и инјекциска смеса. Поцврсти листови од железо полесно се заваруваат, а исто така може да се заварат со цврста точка. Тенкиот готвење е потешко.
Зглоб на зглобовите
Таквата врска е наједноставна и затоа стана широко распространета кај автомобилските заварувачи. Значи, една од парчињата на металот е надредена од друга, додека дупката е целосно блокирана, што мора да биде заштитена.
Заварување се преклопува
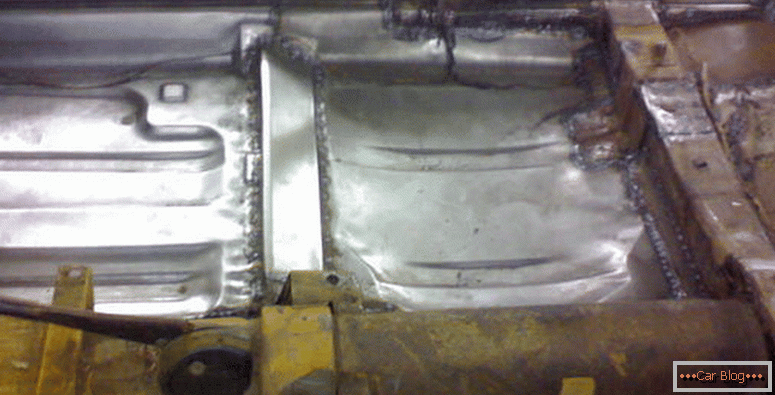
Методот е погоден за структури за заварување: прагови, спари, итн.
Заварени електрични заковки
Таквиот метод е повеќе вид на преклопување. Сепак, тоа е слично на точе заварување. Активно се користи во автомобилската заварување. На пример, се користи за да се инсталираат нови крилја, појаси за зајакнување на рамката на телото.
Видови на заварени елементи
И покрај методите на парење, во секој случај технологијата на заварување со полуавтоматска машина вклучува употреба на разни видови на рабовите. Постојат три популарни опции:
- цврст;
- точки;
- цврста интермитентна.
Видови на конците
Секој од нив може да се надгради на било кој од современите методи, и во скутот и во задничките зглобови.
Видете исто така: Што да направите ако фаровите минуваат внатре?Цврста интермитентна
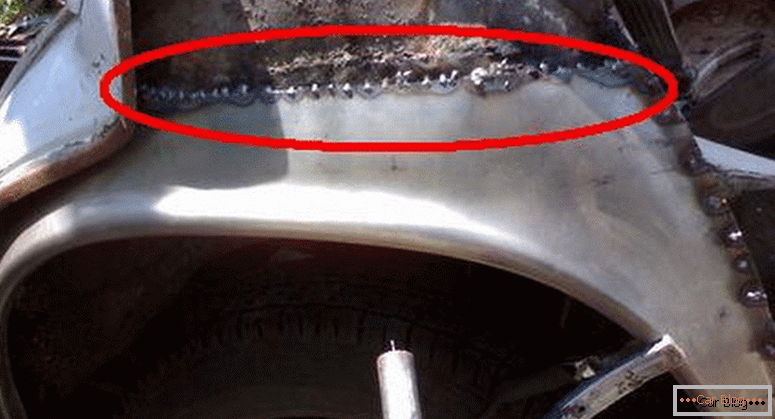
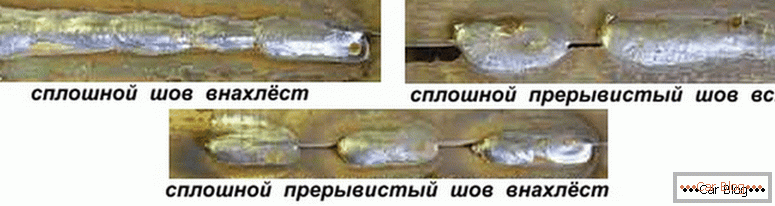
Таквиот слој е периодично менување на континуираните делови и фрактури без метали. Уметникот избира интервали од пополнето самостојно. Ова е направено за да не се "повлече" металот на заварениот елемент или структурата на рамката на автомобилот.
Во овој случај, прегревањето на плочите е намалено, што придонесува за неизменување на силните физички својства на челичната легура од која се прават комбинираните делови.
Цврст
Тоа може да биде во форма на континуирано "фрлање" во стопен метал, а исто така изгледа како голем број на заварени споеви, лоцирани многу блиску еден до друг. Овој метод нема речиси никаква корист во автомобилскиот дизајн. Иако може да се користи со речиси секоја дебелина на метал.
Употребата на таков слој ја намалува "еластичноста" на целата структура. Може да се појават пукнатини за време на работата на машината.
Поттирани
Името зборува за себе. Заварувањето со полуавтоматска машина и спојувањето на метални плочи се врши со помош на точки на заварување, кои се дистрибуираат по линијата на парење во одреден интервал. Растојанието помеѓу таквите точки е поставено со технолошка потреба и може да биде од неколку сантиметри до неколку милиметри.
Локација на шиење
Работата може да се појави во различни авиони:
- хоризонтално "врвно заварување";
- хоризонтално "дно заварување";
- вертикален слој.
Најсоодветно е опцијата со заварување "врв". Во оваа позиција, цвест е целосно исполнет, пополнувајќи ги сите празнини и празнини. Помалку погодна опција за вертикална работа. Во овој случај, мора да се осигурате дека металот не истекува надолу.
Најтежниот метод на заварување вклучува "работа од дното".
Со оваа позиција, цвест се добива под пареата и постојано се намалува. Затоа, треба да ја имате вештината на работа во таква положба за да не го нарушите квалитетот на заварувањето.
Материјална подготовка за заварување
Пред да започнете со заварување, ќе треба да ја подготвите површината. За да го направите ова, се исчистува од сите видови на загадување:
- корозија траги;
- слоеви на боја и буквар, вклучувајќи превоз;
- слоеви за зачувување и заштита;
- сите видови на лубриканти.
Присуството на такви супстанции може да го намали квалитетот на спојувањето на површината или целосно да го спречи пренесувањето на струјата преку колото.
Исто така, се појавуваат и други негативни ефекти:
- гасот што се создава при запалување на запалливите остатоци може да создаде порозна, слабоквалитетна структура на заварување;
- таквите гасови можат да го "извалкаат" металот од местото на заварување, што резултира со дупка, а распрскувањето на распрскувачки метал може да доведе до изгореници;
- загадувањето емитира голема количина на чад, што може да доведе до труење со производи на согорување или да предизвика пожар.
Површините треба да се вклопат заедно.
Безбедност при работа
За таа цел се користат разни клинчиња и брави. Исто така е дозволено привремено закачување со завртки или завртки.
Тековно прилагодување на заварување
За почетниците заварувачи кои не работат со тенки листови помали од 1 мм, препорачливо е да не се практикуваат на работните површини на автомобилот, туку да се спроведе експериментално заварување на непотребни тенки парчиња.
Неопходно е да се придржувате на безбедносните мерки при заварување на автомобилот:
- како експериментални листови не треба да се поцинкувани примероци, бидејќи паровите ќе бидат отровни;
- невозможно е да се работи со силен нацрт или ветер, бидејќи тоа предизвикува гас да се разнесе од зоната за заварување, што ќе го намали квалитетот на работата или во целост ќе ги направи непрактични.
Големината на струјата за заварување е во директна пропорција со дебелината на метал. За листови со мала дебелина ќе треба да ја поставите струјата во опсег од 40-60 А.
Најактуелните регулатори на полуавтоматски уреди немаат апсолутно дипломирање, туку релативни. Затоа, точниот индикатор треба да се провери според упатствата.
Точноста на избраната струја ќе го покаже квалитетот на заварувањето. Различен напон во електричната мрежа влијае на излезните параметри на уредот. Затоа, прилагодувањето на апаратот се врши во поголема мера со експерименталниот избор на позициите на копчињата за прилагодување.
Видете исто така: Антикорозивна заштита на каросеријатаПрилагодување на регулаторите
Еден пример би бил полуавтоматски уред. Helvi Panther 132. Има три регулатори кои влијаат на тековниот параметар. Двата прекинувачки прекинувачи имаат само две позиции: "1" и "2" во првата, "мин" и "макс" во втората. Третиот непречено го регулира снабдувањето со жица. И брзината со која се храни жицата зависи од количината струја. Ова значи дека уредот независно ја регулира струјата во зависност од жичаната храна.
Автоматски заварувачки полуавтоматски уред
Како пример, можете да ги дадете поставките на оваа полуавтоматски за различни дебелини на металот што се заваруваат. Тенок слој добро "варен" на поставките: "1", "макс", и непречено прилагодување беше на "7". Дебели листови се подобри за да се обидат на инсталацијата: "2", "макс", "8".
За време на работата со полуавтоматски уред може да има различни резултати од заварување. Во зависност од сегашната сила, можете да ги добиете следниве резултати:

Резултат на заварување со различна струја
Прв случај
Струјата е премногу мала, така што нема ширење на металот над површината, а делот не се загрева, што го нарушува парењето. Излегува отсуството на "неуспех". Треба да се зголеми струјата.
Втор случај
Струјата е соодветно прилагодена, металот се шири доволно и загревањето на заварениот дел е забележливо. На задната страна на плочата се забележува мала метална капка.
Трет случај
Струјата е поголема од дозволената вредност. Стопената капка од жицата е премногу "лизна". Од друга страна е очигледна голема капка стопен метал.
Четвртиот случај
Значителен вишок на дозволената струја во таква мера се формира издигнувања од крај до крај. Потребно е значително намалување на струјата додека не се запали мала пад.
Можни проблеми во работењето на заварување полуавтоматски
Сите работи не се изведуваат во нормален режим. Поради оперативни грешки или неисправна опрема, може да се појават абнормални ситуации.

Погрешен тековен избор
Кога струјата е превисока, во металот има изгореници. Може да се формира и капка стопена жица што излегува од бакарот. Ако се појави таква ситуација, дополнителната жичана исхрана може да доведе до оштетување кога го напушта фидер.
Слаба прилагодување на стегачот во механизмот за снабдување
Ако преминувањето на жицата низ врвот на бакарот е блокирано, тогаш се крши во фидер. Ова укажува на преголема принудна сила. Со правилно прилагодување, жицата се лизга, наместо да се крши. Овој настан го покажува спротивното - сила на стегање не ја фиксира доволно жицата.
Во таков случај може да се појави "зафат" на врвот, а не да се поврзе со големината на инсталираната струја.
Истите резултати се случуваат кога жичаната храна е премногу бавна.
Ниска потрошувачка на гас
Во таква ситуација потребно е правилно да се прилагоди менувачот. Можете да се фокусирате на приближна потрошувачка од 8-10 литри во минута со жичен дијаметар од 0,8 мм. Иако прирачникот за полуавтоматски уреди предлага да се стави до 3 литри, но во пракса тоа не е доволно.


